Informazioni di Base.
Descrizione del Prodotto
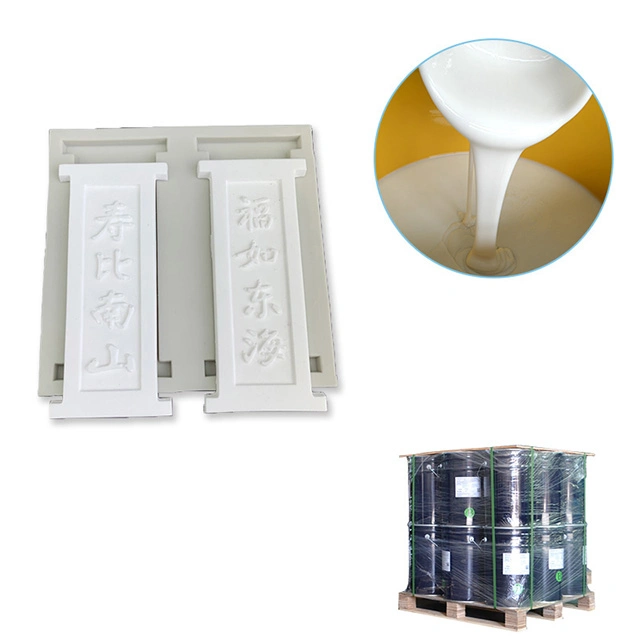
Silicone per la produzione di stampi
INI-610
Descrizione
Silicone bicomponente, stagnante, fluido, vulcanizza a temperatura ambiente.
Può essere utilizzato per un lungo periodo di tempo nell'intervallo di temperatura di - 65 ° C - 200 ° C e mantenere le sue proprietà morbide ed elastiche.
Applicazione
Produzione generale di stampi.
Adatto per la riproduzione e la riproduzione di prodotti in grande quantità per le industrie: Artigianato, sculture, mobili, elementi architettonici, ornamenti da giardino, pneumatico, sapone, candela e così via. Per la produzione di stampi per diversi materiali, quali resina, PU, gesso, intonaco, Calcestruzzo, cemento, pietra, GRC, PVC, poliestere, cera, bronzo e così via. 


Caratteristiche e vantaggi
Basso ritiro
Anti-deformazione
Non oleoso,
Nessuna bolla
Eccellente livellamento del flusso che consente di copiare dettagli e modelli più raffinati da prodotti squisiti.
Durevoli con un'eccellente resistenza allo strappo e alla trazione, garantiscono tempi di stampaggio
Facile sformatura
Resistere all'invecchiamento, all'acido, agli alcali, alla corrosione e all'invecchiamento
L'agente tixotropico/addensante è disponibile per il metodo di stampaggio a spazzolatura
Proprietà tipiche INI-620
Indice delle proprietà | Rapporto di prova | |
Prima di indurire | Aspetto | Liquido bianco/traslucido |
Viscosità(cps) | 12000±2000 (Regolabile) | |
In funzione | Rapporto di miscelazione (In base al peso) | 100 :3 |
Tempo di funzionamento(25ºC /min) | 30~50 (Regolabile) | |
Tempo di indurimento (h, sostanzialmente indurito) | 3~5 (Regolabile) | |
Tempo di indurimento (h, perfettamente indurito) | 12 | |
Dopo l'indurimento | Durezza (Shore A) | 10±2 |
Resistenza allo strappo (kN/m) | 26±5 | |
Resistenza alla trazione (MPa) | 4.2±0.5 | |
Ritiro (%) | ≤0.3 | |
Allungamento (%) | 455~520 | |
Densità (g/cm) | 1.08 | |
Note: I dati sopra riportati sono solo valori di riferimento, i dati effettivi sono mobili e regolabili.

Istruzioni di funzionamento
Miscelare uniformemente la parte A e la parte B con un rapporto di miscelazione di 100:3.
Note: 1) pesare le due parti esattamente per peso elettronico. Ad esempio, il tempo di funzionamento sarà ridotto dopo l'aggiunta di una quantità eccessiva di catalizzatore.
Miscelare uniformemente la parte A e la parte B. Altrimenti la gomma siliconica sarà parzialmente solidificata, il che farà sì che gli stampi finiti si incontrino a breve durata e sprecino la gomma siliconica.
2.pompaggio sotto vuoto
Note: 1) questo passaggio non deve avere, ma è meglio se ne esiste uno. Scarica tutta l'aria nella miscela con successo, in modo da assicurare che lì
non ci saranno bolle nello stampo finito.
2) questa fase è inferiore a 10 minuti. Altrimenti , causerà la reazione di reticolazione, e non saranno disponibili ulteriori passaggi.
Colata o stampaggio a spazzola
Note:1) per i prodotti a disegno semplice si consiglia di utilizzare la modalità di funzionamento per versamenti, che sarà molto facile da utilizzare e da demolire. Il silicone versabile richiede una bassa viscosità che sarà facile da scorrere senza intoppi e facile da deaerare.
Per i prodotti delicati del modello suggeriamo di usare il modo di funzionamento di spazzolatura, che può copiare il modello esattamente. Il silicone spazzolabile richiede un'elevata viscosità che non sarà facile da defluire e facile da spazzolare.
3)si consiglia di impostare lo stampo per altre 12 ore dopo la sformatura prima di metterlo in produzione. 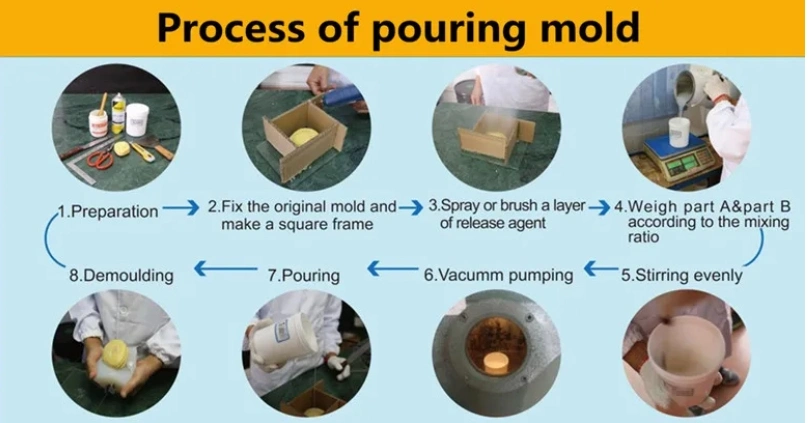
Dettagli della confezione:1kg/5kg/20kg/25kg/200kg 